English
English España
España EN
EN
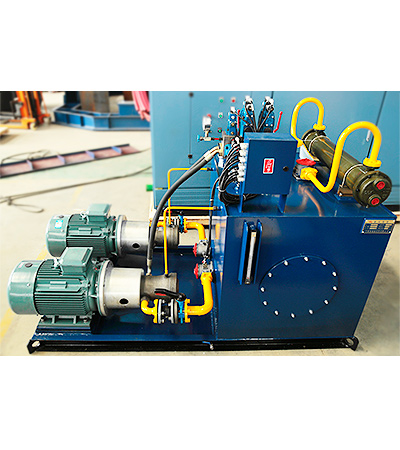
The intermediate frequency induction heating furnace adopts the principle of electromagnetic induction heating. The induction current of the same frequency is generated by generating an alternating magnetic field with the help of the inductor. The uneven distribution of the induced current in the workpiece makes the surface of the workpiece strong and weak inside, and it is close to 0 at the center. So as to achieve the purpose of heating. However, because it is a heating device, you should know these precautions when using it.
1 The medium frequency induction furnace should use a special rectifier transformer to increase the supply voltage and limit the no-load operation of the transformer.
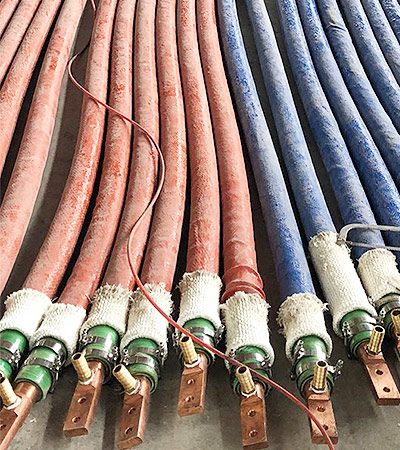
2. Standardize the installation, shorten the connection between high voltage, transformer, intermediate frequency power supply and electric furnace, choose T2 copper material or oxygen-free copper with higher purity, especially the induction coil and water-cooled cable, increasing the cross-sectional area can effectively reduce the current heat loss .
3 Choose the appropriate capacity and frequency medium frequency electric furnace according to the casting process, increase the power density to improve the melting efficiency and reduce the additional loss.
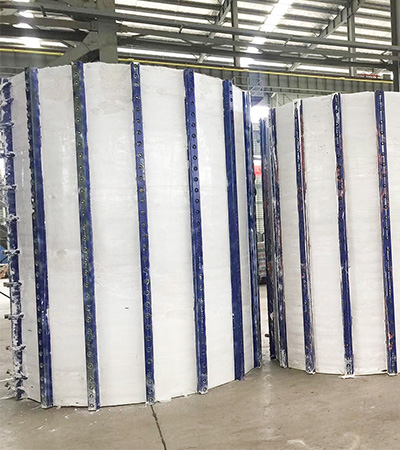
4. The steel shell furnace body with the furnace cover is preferred to reduce the heat loss and electromagnetic loss of the furnace wall and furnace mouth. The furnace shell connections prevent metal contacts from forming short circuits during operation.
5 Formulate a reasonable casting process, standardize process operations from modeling, material selection, melting, pouring, heat treatment, cleaning, etc., and scientifically manage to reduce energy consumption.

6 Strengthen equipment management and maintenance, reduce failure rate, and ensure smooth production.
7 Always check whether the connection parts of each conductive system are in good contact, especially whether the screws at the connection between the water-cooled cable and the induction coil are fastened. The insulation table and insulation shoes must be inspected once a year.
8. During the smelting process, it is strictly forbidden to cut off power and water. During the smelting process, attention should be paid to the water temperature and water pressure at any time, so that the water pressure should be kept at 0.1-0.3MPa, and the water temperature should be kept below 55°.
9 During the feeding operation, the cold and wet charge should be dried first, and cannot be directly added to the molten metal. It is best to avoid using metal chips in the first furnace, because metal chips can penetrate into the gap between the furnace linings; the furnace must be heated to about 1000 ℃ Only when the molten iron is poured, the furnace can be heated by adding iron inductive heating.
10. The freezing and sealing time of the charge should not be too long, so as not to cause a furnace explosion accident; after sintering the furnace lining, it is advisable to use 30-50% of the rated power to continuously work for more than 5 furnaces.
Hangzhou Yinda Electric Furnace Co., Ltd. is a manufacturing and service type enterprise which specializes in the design and production of all kinds of complete induction melting and heating equipment. custom Medium Frequency Furnace manufacturers and Foundry Casting Furnace Suppliers.Our company widely cooperates with the scientific research institutions both home and abroad and is devoted to researching and producing the complete equipment in induction heating, forging heating, heating treatment, quenching, soldering and brazing and another hot working field on the premise of taking the induction furnace (10kg-70T) as the leading product.