English
English España
España EN
EN
All metal workpieces need to be quenched and heated. Induction quenching equipment is the way that manufacturers choose more now. According to the frequency, it can be divided into high-frequency induction quenching equipment, intermediate frequency quenching equipment and super audio quenching equipment. Intermediate frequency quenching equipment is needed, some people need high-frequency quenching equipment, and of course some people need ultra-frequency quenching equipment, which depends on the thickness of the quenching layer required for the workpiece.
Although high-frequency quenching equipment, medium-frequency quenching equipment and ultra-frequency quenching equipment are very different, their working principle is the same, and they all use the induction current frequency, so that the steel surface heats and cools rapidly. That is, through the induction coil of a certain frequency of alternating current, the same frequency of the angular force magnetic field will be generated inside and outside the coil. If the workpiece is placed in the coil, the workpiece will be induced by the alternating current, and the workpiece will be heated.
The current penetration of the sensing workpiece surface depth depends on the current frequency (cycles per second), the higher the frequency, the shallower the current penetration depth, the thinner the hardened layer, so it is possible to choose different frequencies to achieve different depths Hardened layer, which is why some people choose intermediate frequency quenching equipment, some people choose high frequency quenching equipment, and some people choose super audio frequency quenching equipment.

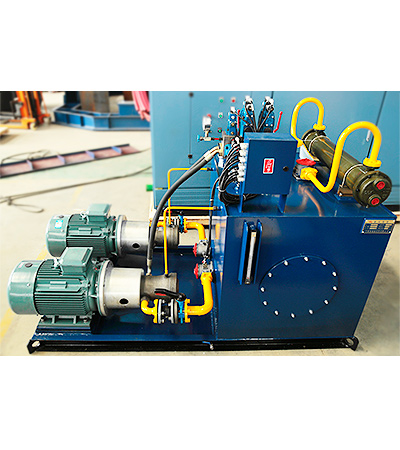
Guangyuan·Guangzhiyuan Technology produces high-frequency quenching equipment, intermediate frequency quenching equipment and super audio quenching equipment. Let's talk about high-frequency quenching equipment, intermediate frequency quenching equipment and super audio quenching equipment.
1. High-frequency quenching equipment is 50-500KHZ, hardened layer (1.5-2mm), high frequency of hardness, workpiece is not easy to oxidize, deform, quenched quality, high production efficiency, such equipment is suitable for friction conditions, such as general The pinion, shaft type (for 45 gauge steel, 40Cr steel material).
2. Ultrasonic quenching equipment 30-36KHZ, hardened layer (1.5-3mm). The hardened layer can be divided into small and medium modulus gears along the contour of the workpiece. The surface heat treatment is to change the surface structure of the part to obtain martensite with high hardness, while retaining the toughness and plasticity of the core (ie surface quenching), or to change the chemical surface of the surface at the same time. In order to obtain corrosion resistance, acid resistance, alkali resistance, and surface hardness higher than the former (ie chemical heat treatment).
3. The frequency of the intermediate frequency quenching equipment is 1-10KHZ, the depth of the hardened layer (3-5mm), and this type of equipment is suitable for bearing components, such as crankshafts, pressure loads of large gears, grinding machine spindles, etc. steel, 9Mn2V and ductile iron).
It is up to the customer to choose which frequency band of quenching equipment to choose, and which product to choose is also decided by the customer. The quenching equipment of a certain frequency band is determined by the quenched workpiece. Customers need to carefully distinguish whether the quality of the product is good or not, and choose reliable and reliable manufacturers with high-quality products. Products can make their work more efficient.